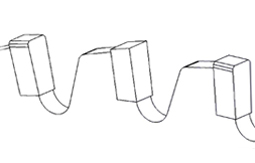
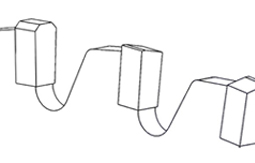
Triple Chip과 Flat Top Tooth를 결합시킨 형태로서 Chip절단효과가 좋으며 안정된 절단이 가능하다. 레일, 봉재, 철판 및 비철금속의 절단에 사용된다.
Flat Top + 노칭홈 추가
Flat Top Tooth형상은 절단효과가 가장 좋으며, 외경부에 설치된 노칭홈은 원활한 칩 절단과 칩 제거에 효과가 있다. 두꺼운 벽두께를 가지는 금속용 튜브/파이프와 형상 구조물 절단에 사용된다.
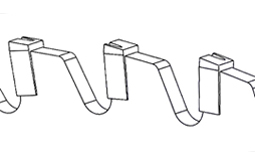
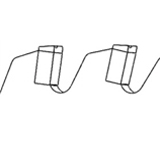
TC + FT corner breaks Tooth
Triple Chip과 Flat Top Tooth를 결합시킨 형태로서 Chip절단효과가 좋으며 안정된 절단이 가능하다. 레일, 봉재, 철판 및 비철금속의 절단에 사용된다.
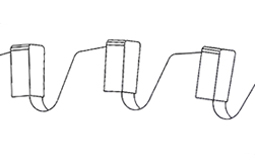
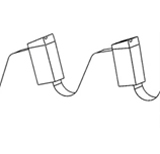
ATB Tooth
Alternate Top Bevel Tooth는 절단면이 뛰어나며, 정밀한 절단이 요구될때 사용된다. 얇은 벽두께를 가지는 비철용 형재나 튜브/파이프 절단에 사용된다
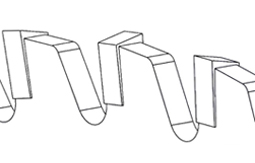
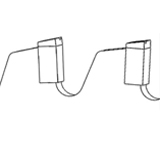
TC + 변형된 ATB Tooth
TCT 치형은 소재의 중앙 부분을 제거하며, ATB 치형으로 최종 절단을 완료시키는 형태로서, 절단표면상태 개선. 미려한 표면이 필요한 비철금속용 철판의 절단에 사용된다
톱날의 후크각도
Positive Hook angle
초경 팁 끝부분이 톱날의 중심선을 기준하여 뒤쪽으로 기울어진 상태.Feed rate를 낮춰서 사용한다. 일반적으로 - 5°가 주로 사용되며, feed rate를 낮춰서 사용한다.금속절단에 주로 사용한다.
Negative Hook angle
초경 팁 끝부분이 톱날의 중심선을 기준하여 뒤쪽으로 기울어진 상태.Feed rate를 낮춰서 사용한다. 일반적으로 - 5°가 주로 사용되며, feed rate를 낮춰서 사용한다.금속절단에 주로 사용한다.
Zero Hook angle
초경 팁 끝부분이 톱날의 중심선과 일치하는 상태.
절단조건 기본공식
1. 절삭속도(Vc ; Cutting Speed)는 분단위 또는 초단위로 표시한다.
Vc =
π × D × N
1000
(M/min)
or
Vc =
π × D × N
60×1000
(M/min)
※ π : 3.14159 / D : 톱날의 직경 (㎜) / N : 회전수 (rpm)
Vc =
3.14159 × 350 × 230
1000
252.97 M/min
or
Vc =
3.14159 × 350 × 230
60×1000
4.215 M/sec
예제 / 계산조건 : 톱날 직경 350㎜, 회전수 230 rpm일 경우 절삭속도 계산
※ 위의 조건일 경우, 초경원형톱날의 절삭속도는 분당 약 253 미터(또는 초당 4.215 미터) 이다.
2. 이송속도(Vf ; Feed Speed) 와 치형 1개당의 이송량
(Fz : Feed rate, Feed /teeth 또는 Chip Load)
초경원형톱날을 오래 사용하고 또한 최적의 절단성능을 얻기 위하여 피절단재의 종류에 따라 최적의 Fz 값을 결정해야 한다. Fz 값이 너무 낮으면 톱날의 마모가 빠르며, Fz 값이 너무 높으면톱날 파손의 원인이 된다.
Vf =
Fz × N × Z
1000
(M/min)
※ Fz : Feed Rate [치형 한개당 이송량(㎜) 또는 Chip load / feed/tooth] / N : 회전수 / Z : 치형의 수 / Vf : 이송속도
Vf =
Fz × N × Z
1000
0.966 M/min
예제 / 계산조건 : 톱날 직경 350㎜, 회전수 230 rpm, Fz = 0.035 ㎜, Z = 120 일 경우 이송속도 계산
※ 위의 조건일 경우, 초경원형톱날의 이송속도는 분당 약 1 미터이다.
3. 치형 피치 계산(Tp = Tooth Pitch)
Tp =
π × D
Z
※ π : 3.14159 / D : 톱날의 직경(㎜) / Z : 치형의 수
Tp =
3.14159 × 350
120
9.16mm
예제 / 계산조건 : 톱날 직경 350㎜, 회전수 230 rpm, Fz = 0.035 ㎜, Z = 120 일 경우 치형피치 계산
※ 일반적으로 톱날의 수가 늘어나면(피치가 짧아짐), 원활하고 깨끗한 절단이 가능하다. 또한 피절단재의 두께가 증가할수록 큰 피치의 톱날을 사용해야 한다.
추천절삭속도
1.
일반 재질의 추천 절삭속도 / Feed Rate
재질별
절삭속도 Vc (m/sec)
Feed rate Fz (㎜/tooth)
Soft wood
60 - 100
0.2 - 0.3
Hard wood
50 - 85
0.06 - 0.15
Plywood
50 - 85
0.02 - 0.12
Verneer
60 - 100
0.3 - 0.7
MDF / HDF
50 - 80
0.1 - 0.3
Plastic
20 - 70
0.02 - 0.1
PCB
45 - 65
0.01 - 0.03
Aluminium
60 - 80
0.03 - 0.10
Copper
50 - 70
0.03 - 0.08
Brass
50 - 70
0.03 - 0.08
2.
금속 재질별 추천 절삭속도 / Feed Rate
[환봉 기준]
재질별
인장강도 (N/㎟)
절삭속도 Vc (m/min)
절삭속도 Vc (m/min)
연강
< 500
180 - 250
0.05 - 0.08
탄소강
500 - 750
100 - 200
0.03 - 0.06
합금강
750 - 950
180 - 250
0.03 - 0.08
고장력강
950 - 1200
100 - 200
0.025 - 0.06
오스테나이트계 스테인레스강
500 - 800
50 - 70
0.04 - 0.06
폐라이트계 스테인레스강
400 - 700
60 - 80
0.05 - 0.07
[튜브 / 파이프 기준]
재질별
인장강도 (N/㎟)
절삭속도 Vc (m/min)
절삭속도 Vc (m/min)
연강
< 500
100 - 220
0.03 - 0.15
탄소강
500 - 750
150 - 350
0.03 - 0.10
합금강
750 - 950
100 - 250
0.03 - 0.08
고장력강
950 - 1200
30 - 130
0.025 - 0.06
오스테나이트계 스테인레스강
500 - 800
30 - 80
0.04 - 0.06
폐라이트계 스테인레스강
400 - 700
40 - 80
0.04 - 0.07
초경원형톱날의 올바른 사용팁
1. 피절삭재 및 톱날의 유동방지
톱날은 회전시 진동이 없어야 좋은 절단결과를 얻을 수 있으며, 회전 베어링 상태,스핀들의 휨상태 등에 대한 주기적인 점검이 필수적으로 이행되어야 한다.또한 피절삭재는 반드시 완벽하게 고정되어야 하며, 필요시 전용 고정지그를 사용하여야 한다.부적당한 고정은 진동을 발생시키며, 진동은 톱날 파손의 주 원인이 된다.
2. 톱날 설치시 청결유지
톱날과 플랜지는 설치전에 반드시 닦아서 청결을 유지해야 한다. 작은 불순물이라도 플랜지와 톱날 사이에 낄 경우, 톱날 회전시 측면 흔들림이 증가되어, 기계의 안정성과 절단 품질에 문제가 발생된다.
3. 핀홀부의 백래시 현상 제거
핀홀이 있는 톱날을 설치할 때는 톱날 회전방향과 반대방향으로 밀어서 밀착시킨 후, 플랜지를 완전히 조이도록 한다. 백래시 제거가 안되면 톱날 파손의 원인이 된다.
4. Running In ( 길들임 운전 )
공구수명 연장을 위하여 톱날의 처음 사용시 반드시 Running In 과정을 거치도록 한다. ① 톱날 회전수는 정상으로 하고 feed rate는 25~50% 수준에서 10회 정도 절단을 실시한다. ② 점차적으로 정상 feed rate 까지 증가시키며 절단한 후 정상조건에서 본 절단을 실시한다. 이 과정은 치형 부위의 날카로운 모서리부분을 호닝하여 공구수명 연장효과를 얻을 수 있다.
5. 초경 톱날의 주 파손원인
- 치형 수가 너무 많은 경우 - 치형당 이송량(Feed rate, feed/tooth, 또는 chip load) 초과 - 피절삭재의 고정이 불안전하다- 절삭조건이 부적당하다- 톱날 회전방향이 반대이다 - 톱날이 정지된 상태에서 피절삭재와 충돌할 경우
6. 초경 팁의 파손원인
- 절삭 칩이 치형 전면에 달라붙어 있는 경우, 선단에 과도한 압력이 작용되어 파손이 발생된다. - Wire brush , 에어 건 또는 절삭액등을 사용하여 제거한다. - 치형 피치가 큰 톱날을 사용한다. - 치형과 치형 사이의 공간이 넓을수록 칩이 달라붙는 현상이 감소한다. - 제품절단시 발생되는 진동으로 초경 팁이 파손된다. - 특히 벽두께가 얇은 제품 절단시 충분히 고정되지 않았을 경우 발생된다. - 제품 고정방법을 개선하여 절단시 진동을 방지한다. - 다른 치형을 선택한다
7. 절단상태 개선방안
[ 내부 Burr 발생원인 ] ① 톱날의 마모 ② 치형선정 오류 또는 재연마 불충분 ③ 치형 피치 선택의 오류 - 피치가 큰 경우 발생 ④ 톱날의 진동발생- 절단기 상태 점검 및 톱날의 고정상태 점검
[ 외부 Burr 발생원인 ] ① 톱날의 마모 ② 치형당 이송량 (Fz, 또는 chop load) 이 적다 ③ 치형선정 오류 또는 재연마 불충분 ④ 절삭속도가 빠르다
[ 절단표면 이상 ] ① 절단표면이 거칠다 ② 치형선정 오류 또는 재연마 불충분 ③ 치형 피치 선택의 오류 - 피치가 큰 경우 발생 - 진동 발생에 의함 : 절삭조건 선택오류 ( 절삭속도/ feed rate 변경 필요) 톱날선정 오류 - 용도에 적합한 톱날 과 치형 선택 - 물결무늬 웨이브 발생시 : feed rate 를 증가 시킨다 - 큰 물결무늬 발생시 : cutting speed 를 증가 시킨다
8. 절단 Chip의 형상
① Feed rate ( Fz ) 가 너무 낮은 경우금속 파우더 형태의 칩이 발생되고, 톱날의 마모가 매우 빠르며 수명도 급격히 단축된다. ② Feed rate ( Fz ) 가 너무 높은 경우변색된 칩이 굴렛에 용착되며, 톱날 파손의 위험이 매우 크다. ③ Feed rate ( Fz ) 가 적당한 경우칩은 원형으로 말린 상태가 되며 일정하고 밝은 색상을 가지며, 톱날을 오래 사용할 수 있다.
.jpg)



.svg)